

My first idea was to have a system vaguely like Bridgeport mill dials. There would be a ring with scribed markings on it which could be rotated and locked down by another threaded ring. Here's what the parts look like: A simple aluminum handwheel, with a solid stainless steel handle press fit into it. I really don't like the type with freely rotating handles - if there's any slop they feel cheap.

The ring which would later get scribe marks slips over the threads and rests against a lip at the back of the handwheel:

The threaded ring screws down to lock both rings in place, allowing you to set the zero on the dial:

This worked, but showed a major flaw when I actually attached it to the cross slide. When I turn the dial, I tend to turn it by the cylindrical part of the handwheel, and only use the handle for extra support. This means that when turning the dial counterclockwise, the threaded ring unscrews itself.
So that idea was binned.
I moved on to simpler solid handwheels.
These were turned from aluminum round, and like before, had stainless steel handles press fit in. Each as 100 marks scribed around the perimeter, with every 10th mark longer. With a 1mm pitch ballscrew, this gives 20 microns on the diameter per tick mark.
The handwheels are threaded onto the end of the ballscrews. To to this, I cut a small section off one of the ballscrews, and used an angle grinder to cut slots into it, making a "ball tap" of sorts.
On the cross slide handwheel, I spaced out when scribing the marks, and made them on the wrong side of the handwheel. I'll probably temporarily fix this by making a pointer that extends out to the tick marks, but eventually I'll just make a fresh handwheel:

I got the markings right on the compound though:

Ticks on the dial were scribed on the mill, using a single point cutter and indexing head to cut the marks. The three jaw chuck on the MTIERS indexing head doesn't hold parts very centered, so I had to shim the jaws with paper to get the dial centered properly:

The 10 long marks were cut every 36 degrees, and short marks every 3.6 degrees:

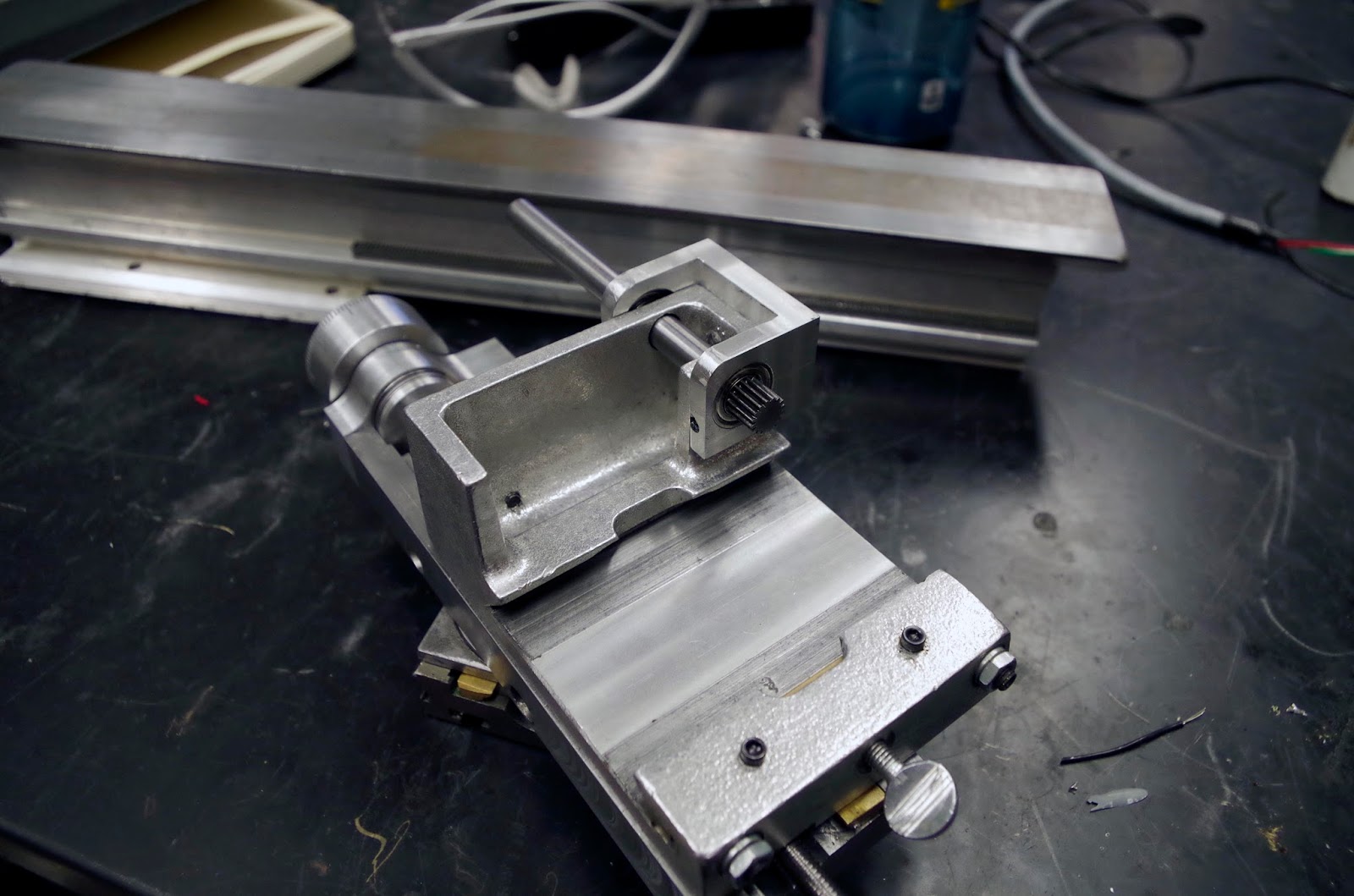
The pinion that moves the carriage along the rack gear was crufted from an old stepper motor, and pressed onto an 8mm steel shaft with a shoulder turned in it:

Stock Taig lathes adjust pinion-rack clearance using an eccentric bronze bushing, but I wanted a pair of ball bearings supporting the pinion and carriage handle. I machined a bearing holder and mating surface on the carriage casting:
I made a carriage handwheel of similar style to the others. It attaches using my go-to shaft collar style clamp.

And here's the lathe with all axes attached:

The carriage handwheel, unlike most lathes, has very little backlash:

















